
Your browser does not support all website features. Please use an up-to-date browser (e.g. Chrome, Edge, Firefox).


For this prestige retrofit project Flender, as a world-leading manufacturer of gear units with the highest quality and service claims, was chosen by the operating company.
Prestige meets Premium
Every day thousands of tourists want to “climb” the world-famous Sugar Loaf in Brazil’s Rio de Janeiro. They can do so thanks to a pillarless cableway running up to the 395-metre-high granite cliff rising sheer out of the sea. You start out at sea level with a first cableway onto the Morro da Urca (Urca Hill) in front of the mountain and from there take a second cableway, mostly known only as O Bondinho, or the Little Cableway, to reach the summit of the Sugar Loaf. Once at the top, you are rewarded with an all-round view of the open sea, of the big city of Rio de Janeiro nestling between the cliffs, of the strolling beach in Copacabana and of the world-famous 36-metre-high monument of Christ the Redeemer at the summit of Mount Corcovado five kilometres away.
The first cableway was put into operation in 1912/13, was modernised in 1972 and so was adapted to accommodate the rise in passenger numbers. A good four decades later it was time to carry out a comprehensive technical modernisation to ensure trouble-free continuous operation for 1.5 million Sugar Loaf tourists arriving from all over the world every year. “For this prestige retrofit project Flender, as a world-leading manufacturer of gear units, was chosen by the operating company to deliver the new gear units,” reports Andreas Lüdiger, Vice President Service Sales at Flender GmbH in Voerde, Germany.
Plug-and-play gear unit solution for immediate fitting
A decisive factor was the gear unit specialist’s undertaking to deliver a plug-and-play solution. That means the new gear units were calculated by Flender on the basis of its standard gear unit construction kit and perfectly adapted to fit the existing connection dimensions. In conjunction with gear unit technology continuously improved over decades, quality gear units with an even higher service factor than those used on the Sugar Loaf up until then have now been fitted. “That means for the operators basically that they are investing in sustainability based on the quality seal “Made in Germany”, on the one hand, and on a markedly higher operational reliability, on the other,” explains the Vice President Service Sales.
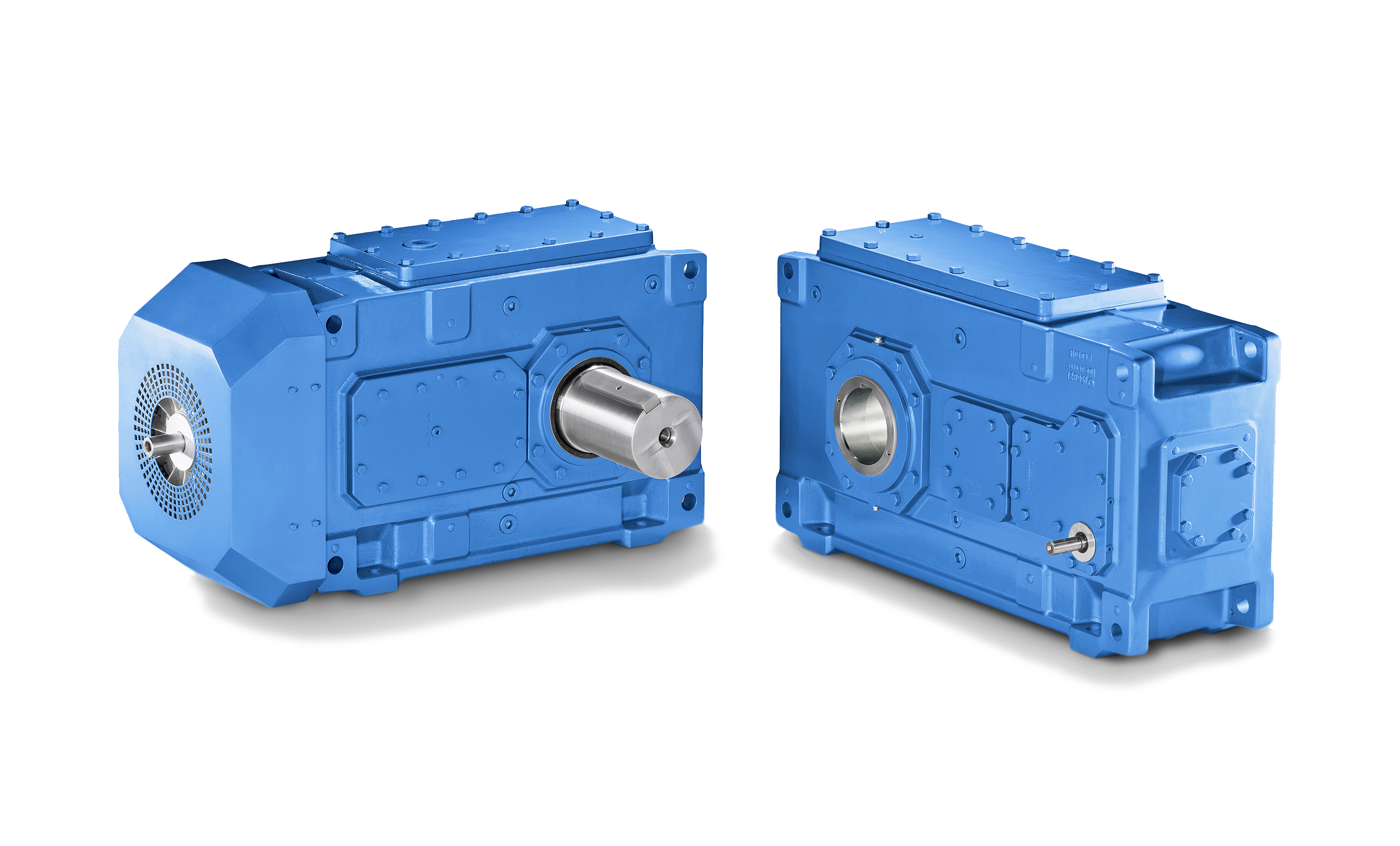
Flender cylindrical- and bevel-gear units, of which there are over one million variants, make up the world’s most comprehensive gear unit range. “Our customers are also aware that this is by far the world’s most comprehensive industrial gear unit range,” stresses Andreas Lüdiger. The flexibility this brings, in combination with decades of know-how and high production intensity, are in many cases – as in that of the Sugar Loaf project – decisive factors for the award of orders. The rated transmission range of the gear units extends from i=1.25 up to a value of 450. The rated torque range runs from TKN=3,100 Nm to 1,400,000 Nm over 28 gear unit sizes.
The right solution to suit every retrofit project
“In our massive gear unit portfolio there is something to suit everybody’s retrofit project,” assures Andreas Lüdiger. At the midway station of the two cableways on the Sugar Loaf two Flender bevel-gear units of similar configuration are in operation. Two input shafts set at right angles to each other are driven by two three-phase asynchronous motors. By appropriate connection transport performance can be suitably adjusted to accommodate high passenger use. Power on the output shaft can be increased up to a maximum value of 250 kW. The bevel-gear unit weighs about 3.7 t and, like the second gear unit, was easy to get in through the door of the engineering block. As Andreas Lüdiger explains, “Particularly with retrofit projects it is sometimes important to take on-site structural factors fully into consideration; as a premium manufacturer we are in a position to build the compactest possible total drive solutions with highest-quality toothed parts and special sealing elements.”
A “near-series”, ready-to-fit total solution of this kind was also delivered for this Brazilian prestige project. Both centre heights and fastening dimensions on the foundation are such that no conversion or adaptation of any kind was necessary at the installation site. In just a few days the new gear unit had been installed and from now on will ensure that Sugar Loaf tourists continue to be transported safely and reliably. For this the motors deliver an input speed of 1,500 rpm that is stepped down by the Flender gear units to the cableway drive-wheel speed of 73.57.
Standard gear unit with cableway modifications
Particularly for the fitting-out of cableways special requirements have to be fulfilled. Besides engineering and calculations to comply with cableway standards, thermal operating limits also play an important role. Accordingly Flender designs its products to cover a temperature range of -30 °C to +40 °C and offers additional cartridge heaters and various cooling systems, if required. “The decisive thing is that the gear unit solutions are reliable, long-lived and sustainable,” sums up the Flender sales manager. That means that standard gear units with cableway modifications are compact and noise- and weight-optimised and will ensure decades of fault-free service.
Further advantages that the operators of the Sugar Loaf cableway have also come to appreciate highly are the availability of spare parts from the standard range and the fast and competent response to service enquiries. Particularly the close proximity of Flender’s Brazilian partner in Rio de Janeiro just a few kilometres away from the Sugar Loaf means additional reliabilty and reassurance for the operators of the prestigious Sugar Loaf cableway. “That way we accentuate our image as a premium supplier with the highest quality and service claims,” comments gear unit expert Lüdiger.
Optimally adapted gear units for sustainable retrofit measures
With only six months from award of contract until ready-to-fit delivery of the two cableway gear units, the gear unit manufacturer demonstrated the speed of its response. At the same time the customer also profits from the unseen benefits arising from the retrofit project. These include, firstly, the increased service factor resulting from the improved technology. This is because, compared with the original gear unit of 1972, when tooth flanks were standardly made self-hardening, today they are case-hardened and ground and so considerably more torque-resistant.
Gear technology as such has also become more efficient, as is shown by the efficiency factor, and particularly the rolling bearings are also markedly more powerful and durable with comparable diameters. “Many parameters in gear unit technology have been gradually optimised over the decades, so basically all retrofit projects profit from it very highly,” sums up Flender Sales Manager Andreas Lüdiger. To conclude: “Having a premium gear unit manufacturer as a partner means that modernisations like the Sugar Loaf Cableway prestige retrofit project are conveniently and sustainably executed.”
Author: Andreas Lüdiger

Premium gear unit manufacturer
Flender cylindrical- and bevel-gear units, of which there are over one million variants, make up the world’s most comprehensive gear unit range. Every customer is guaranteed to find the right solution for his retrofit project. Flender, as a premium manufacturer, is in a position to build the compactest possible total drive solutions with highest-quality toothed parts and special sealing elements. The gear unit solutions are reliable, long-lived and sustainable.

The Sugar Loaf gear units were delivered ready to fit, so no modifications to the existing installation of any kind were needed.